ESG1 | Heat Recovery Steam Generators (HRSG)
Full operating steam pressure from a cold start in less than 10 minutes

The fully packaged ESG1 (Exhaust Steam Generator) is selected from 124 pre-engineered standard models with output capabilities of 20 to 350 boiler hp and operating steam pressures from 3 to 400 psig. The ESG1 is shipped complete, ready for operating as either a primary or supplementary steam source.
The ESG1 package is made up of three basic sections:
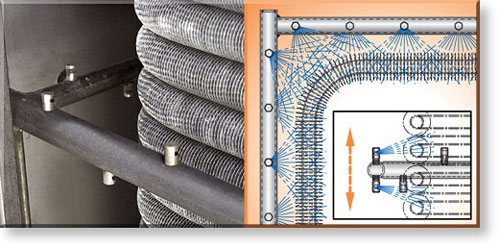
- Finned tube heat transfer section
- Steam flash circulating drum assembly
- Modulating full port exhaust bypass system
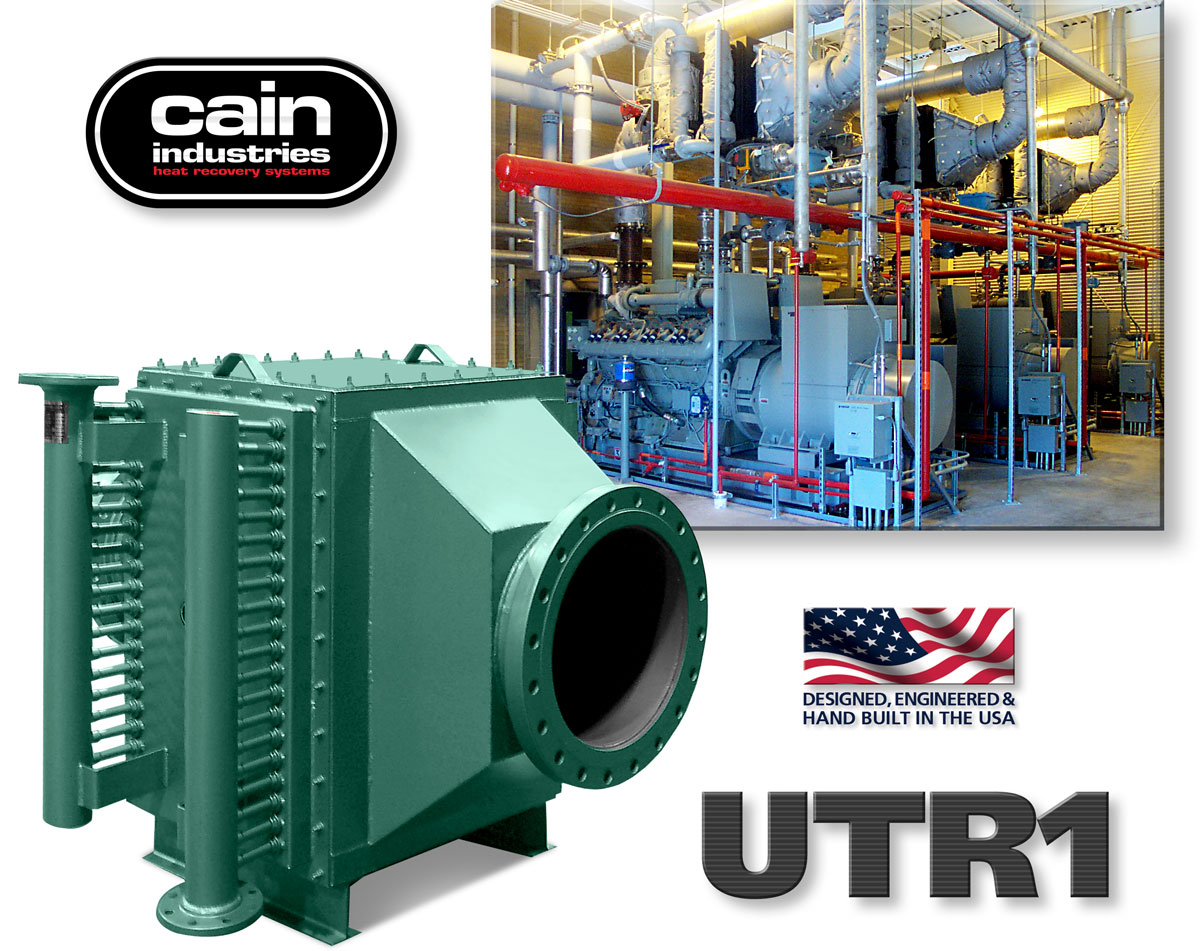
Engine Exhaust Application
Capacity: 600kW to 7MW
Entering Gas Temps: 500°F to 1,400°F
Heat Sink Types: supplemental steam demand and/or primary steam source for steam heating or process steam
Operation and Control
The integral forced circulating water pump continually circulates high temperature water from the steam flash drum assembly to the heat transfer core assembly. BTU is transferred from the exhaust to a high flow superheated water/steam mixture. The superheated water is returned to the steam drum which contains dry pipe, baffles, and lance assemblies, where it flashes into 99% dry stream as its exits out to the system.
As the water is generated into steam and exits the boiler, the modulating boiler feedwater system controls continuous feedwater flow for constant drum water level control. Fail safe controls are built in for full exhaust bypass in the event of electrical or pneumatic loss.
The steam pressure controller maintains the operating steam pressure as it controls the modulating exhaust bypass assembly. This provides solid operating steam pressure under various operating steam load demands.
Quality Control
The ESG1 is manufactured, tested, and stamped in accordance with the requirements of Section I of the ASME Boiler and National Board of Boiler and Pressure Vessel Inspectors code. Boiler trim includes all safety controls and alarms to meet state and federal codes. Final assembly, electrical wiring, and factory adjustments are completed under a strict set of guidelines.
Features
The ESG1 is an easy choice when compared to the “old technology” of a conventional firetube boiler:
- Completely self-contained package design reduces engineering, installation and maintenance costs
- Size requires only 1/2 the floor space and 1/2 the weight of conventional boilers, which reduces building size, structural support costs and shipping costs
- Ease of tube replacement requires no overhead cranes, special rigging, special crews, or extra roof height above the unit, while reducing down time
- Many shapes and sizes to fit in limited spaces and maintain performance requirements
- Produces 99% dry steam
- Provides turndown capability
- 5-10 minutes from startup to full output
- Integrated exhaust modulating bypass for safe automatic steam control
- Explosion-proof heat transfer exchanger
- Low friction loss for minimum static exhaust back pressure
- High circulating flow to minimize scale buildup
- No thermal expansion concerns with cold boiler feedwater
- Performance aimed at the lowest pinch point in the industry (final leaving exhaust temperature minus operating steam temperature) for maximum thermal efficiency
Minimum Connections
The ESG1 requires only the following connections for a cost effective installation:
- Steam Outlet
- Exhaust Flange Inlet and Outlet
- Single Main Power
- Single Main Blowdown
- Feedwater Inlet
- Pneumatic Control Air (optional)
ESG1 Optional Components
Continuous Blowdown with Intermittent Conductivity Sampling Assembly
Maximize boiler efficiency by periodically sampling surface blowdown water and controlling total dissolved solids. Maintaining optimal levels of concentrations will control the costs of water, energy, and chemicals. Assembly includes: motorized valve, probe, and piping assembly.
Automatic Sootblower
Sootblowers are available either as a manual push button start or fully automatic with timed sequencing. Sootblowers are considered when firing with fuel oil and/or incomplete combustion. Sootblowers are also considered when manual cleanings are not feasible in order to maintain peak performance.
Hinged Access Door for Full Heating Surface Inspection
Hinged access doors are considered when firing with fuel oil and/or incomplete combustion requiring full access on a regular basis for manual cleaning.
A hinged access door can be incorporated for 100% finned tube viewing and attention.
ESG1 Standard and Optional Equipment List
Standard Packaged Equipment
- Modulating Exhaust Bypass Assembly
- Finned Tube Heat Transfer Assembly
- Steam Flash Tank Assembly
- Main Control Panel for Single Voltage Connection
- VFD Circulating Pump
- Low and High Water Alarms
- Modulating Feedwater Valve
- Surface and Bottom Blowdown
- Steam Pressure Control
Optional ESG1/ESG Electrical Components
- Low-Low Water Level Cutout with Manual Reset
- Secondary High Water Level Cutout with Manual Reset
- Dry Contacts for Standard Trim Alarm and Boiler Function
- Modbus Remote Monitoring Controls Communication System
- Main Control Panel Air Conditioner
- Control Voltage Battery Backup
- PLC Indicating Controller Upgrade
Optional ESG1/ESG Mechanical Components
- Internal Boiler Exhaust Economizer
- Automatic Timed Sootblower
- Pneumatic Modulating Exhaust Bypass Actuator
- Pneumatic Modulating Boiler Feed Assembly
- Automatic Surface Blowdown Control System
- Automatic Main Blowdown Control System
- Surface Blowdown Sampler
- Steam Flash Drum Vacuum Breaker
- Exhaust Bypass Spectacle Blind Plate
- Exhaust Explosion Relief Hatch
- Chemical Injection Quill
Optional ESG1/ESG Field Installation Equipment
- Condensate Feedwater Systems and Boiler Feedwater Pumps
- Water Treatment: Water Softeners, Chemical Feed and Deaerator
- Steam Stop and Check Valves
- Exhaust Piping, Elbows and Tees
- Expansion Joints: Cloth Type and Stainless Bellows
- Pre-made Snap-on Insulation Wrap for All Water, Steam, Exhaust Piping, Elbows, Tees, Flanges and Components
- Structural Support Stands
- Blowdown Separator