EXHAUST HEAT RECOVERY
Heat Recovery Systems

“Manufacturing Waste Heat Transfer Products To Save Energy”
Combustion Sources:
|
|
Fuel Types:
|
Heat Sinks:
|
It is a fact that a minimum of twenty cents of every fuel dollar is wasted, when instead, much of it can be recovered. Cain Industries recovers the heat and transfers the usable BTUs to water, glycol, special fluids or steam. Listed below are some of the combustion sources that would benefit from a Cain heat recovery system.
| Combustion Sources: | Wasted $$ for every fuel dollar spent: |
| Industrial Hot Water or Steam Boilers | $ .20 |
| Commercial Hot Water or Steam Boilers | $ .30 |
| Dryers | $ .30 |
| Reciprocating Gas Engines | $ .35 |
| Diesel Engines | $ .35 |
| Ovens | $ .40 |
| Furnaces | $ .80 |
| Incinerators | $1.00 |
| Catalytic Converters | $1.00 |
VERSATILITY
Since 1978, Cain Industries has produced high quality waste heat transfer products. We are dedicated to the reduction of fuel usage and pollution worldwide. Our expertise makes us the natural choice for both the retrofit and OEM client. We set ourselves apart from others by producing products to serve a broad spectrum of markets: the Diesel and Gas Cogeneration market, the Boiler Exhaust market and the Fume Incineration market. As the only manufacturer in all of these markets, Cain Industries has the greatest selection of products and system applications available.
We have become leaders in this industry by replacing old technology with the most recent technological advancements. Using elaborate computer programs, Cain Industries has developed and manufactured twelve product lines with over 3,500 dependable heat transfer products. Our unique designs increase efficiency and performance, while making installation, service and maintenance more cost effective.
We are also dedicated to a primary investment in our associates, their manufacturing technology, quality improvements and innovative cost reductions to meet the customer’s budget. It is by these means that we will achieve absolute customer satisfaction. The success of Cain Industries is a direct result of our simple philosophy: to produce the highest quality products and provide unmatched customer service.
FAST PAYBACK
The words “safely and economically recover waste heat” also mean “no-risk return on investment” which is exactly what Cain Industries heat recovery systems represent. By installing a fuel saving economizer on a combustion source, the BTU recovered pays for all the equipment installed, usually in 12 to 18 months (or an equivalent return on investment of 75 to 100% annually). This means recapturing approximately 50% of the wasted $$ for every fuel dollar spent. The exact payback period for your installation will depend on local fuel costs and the number of hours of usage.
Depending on fuel type, temperatures, flow size requirements, performance and specification, Cain Industries can propose a specific cost effective exchanger to economize your fuel bills. Listed below are just a few design features which clearly speak for themselves and far exceed the capabilities of other economizer manufacturers:
- Internal stainless steel exhaust bypass for stack corrosion control, tempering exit temperatures and/or protection against exhaust backpressure buildup due to fouling.
- Stainless steel hinged access doors for ease of routine inspection and/or cleaning.
- Quick release adjustable tension latches requiring no tools to open access doors.
- Five types of available fin tube materials:
- SA249 TP316 /316L Stainless Steel Tube with AL-FUSE™ Aluminum Fin - Metallurgically Bonded
- SA249 TP316 /316L Stainless Steel Tube with 304 or 316 Stainless Steel Fin - Nickel Braze/Welded*
- SA249 TP316 /316L Stainless Steel Tube with Carbon Steel Fin - Nickel Braze/Welded*
- SA789 S31803 Alloy 2205 Duplex Stainless Steel Tube with AL-FUSE™ Aluminum Fin - Metallurgically Bonded
- SA178 Gr.A Carbon Steel Tube with Carbon Steel Fin - Nickel Braze/Welded*
- No weld/removable tubes with no pressure welds in the gas stream make for easy tube replacement.
- Round or rectangular design configurations as standard model selections.
- Custom computer design for special multiple order OEM requirements.
- ASME Certificate of Authorization: U Stamp, UM Stamp and S Stamp
- The National Board Certificate of Authorization: NB Mark and R Stamp
- Canadian Certification of Registration: CRN
OPTIONAL COMPONENTS
Depending on the application, Cain Industries offers a variety of ancillary equipment, such as timed automatic sootblowers, factory insulation, circulating pumps, thermometers, remote indicating controllers, modulating damper actuators and stack-to-economizer transitions to meet the needs of each specific installation.
FREE SAVINGS ANALYSIS STUDY
Upon review of your application, you can expect our proposal within 48 hours. It will include professionally engineered details showing equipment costs, savings analysis, computer-generated economizer performance, cad dimensional drawings, flow schematics, warranty and performance guarantee.
EASE OF INSTALLATION
The selection of a Cain Industries economizer results in the most economical design to install and maintain. Design advantages such as compactness and lightweight construction allow for installation at the very lowest cost.
GUARANTEED PERFORMANCE
All economizers are guaranteed to meet or exceed the anticipated performance specification.

Design
Stainless Cylindrical Heat Transfer Coil Design
Stamped in Accordance with the Latest Edition of the ASME Code and National Board
Slip Fit Gas Connections
Quick Release Tension Latches
Stainless Steel Internal Bypass
Hinged Stainless Steel Access Door Panels
Circulating Pump Package Including: Inline Circulating Pump, (2) Inlet and Outlet Temperature Gauges, Check Valve, T&P Relief Valve, Flow Control Valve and Differential Pump Control

Application
Combustion Sources: steam boilers, hot water boilers, dryers and ovens
Combustion Capacity: 200,000 to 6,400,000 BTU/hr input
Entering Gas Temperatures: 300°F to 700°F
Heat Sink Types: boiler feedwater, makeup water, hot water return, hot water storage tank, condensate tank, process water and potable water
Summary: The EM is a circulating recovery system designed to recover waste heat safely and efficiently. A control valve regulates water flow to the unit that effectively reduces stack temperature to 250°F or lower (adjustable with the differential pump control as the burner cycles). The EM operates with very low static gas pressure drop for safe, automatic operation on atmospheric and power burners. The 10 standard models are lightweight and come complete with a circulating pump package. Standard stack diameters of 6”, 8”, 10”, 12”, 14”, 16”, 20”, 24”, 28” and 32” fit most small size combustion sources (optional stack transitions available). Equipped with all the standard design features of the larger cylindrical units for specific engineering needs.

Design
Internal Thermal Expansion Design
Stamped in Accordance with the Latest Edition of the ASME Code and National Board
Cylindrical Heat Transfer Coil Design
Mounting Flanges for Bolting to Mating Flanges or Adapters
Stainless Steel Internal Bypass
Quick Release Tension Latches
Hinged Stainless Steel Access Door Panels
Condensate Drain Catch Ring Assembly

Application
Combustion Sources: steam boilers, hot water boilers, hot oil heaters, combustion sources with round stack diameters from 4” to 36” and a maximum liquid flow of 50 gpm
Combustion Capacity: up to 450 boiler horsepower
Entering Gas Temperatures: 300°F to 800°F
Heat Sink Types: boiler feedwater, makeup water, process water, potable water, thermal fluids and run-around systems
Summary: The FCR is a custom-designed heat exchanger which can be applied in confined areas and is offered in stainless steel, carbon steel or AL-FUSE™ finned tubing. Design flexibility allows specific engineering requirements to be met such as fin spacing for fouling conditions and low gas pressure drops.

Design
Standard Models Have No Pressure Welds in the Gas Stream
Stamped in Accordance with the Latest Edition of the ASME Code and National Board
Internal Thermal Expansion Design
10 Gauge Structural Exterior
Stainless Steel Interior
2” Factory Insulation
Mounting Flanges for Bolting to Mating Flanges or Adapters
Hinged Access Door
Stainless Steel Bypass
Header Manifold for High Liquid Flow
Compression Fittings for Ease of Tube Replacement
Condensate Drain Catch Assembly

Application
Combustion Sources: steam boilers and hot water boilers
Combustion Capacity: 10,000 to 250,000 pph steam output boiler
Entering Gas Temperatures: 300°F to 1,250°F
Heat Sink Types: boiler feedwater, makeup water, hot water return, hot water storage tank, condensate tank, process water and potable water
Summary: A variety of RTR heat transfer surfaces are available: 316L stainless steel, carbon steel, duplex stainless steel, and stainless steel tube with aluminum bonded AL-FUSE™. Combustion sources with round exhaust stacks require optional transitions. The internal gas bypass can be used to temper exiting gas to control stack corrosion or to maintain outlet water temperatures. The economizer can be used in conjunction with cold water or condensing applications.

Design
For Increasing Boiler Efficiency up to 95%
Stamped in Accordance with the Latest Edition of the ASME Code and National Board
Internal Expansion Design
Mounting Flanges for Bolting to Mating Flanges/Adapters
12 Gauge Stainless Steel Exterior
Stainless Steel Interior
2” Factory Insulation
Hinged Access Doors (optional)
Stainless Steel Bypass
Stainless Steel Header Manifold for High Liquid Flow
Compression Fittings for Ease of Tube Replacement
Condensate Drain Catch Assembly

Application
Combustion Sources: natural gas fired steam boilers, hot water boilers and hot oil heaters with inputs up to 150,000,000 BTU/hr
Combustion Capacity: up to 150,000 pph steam output boiler
Entering Gas Temperatures: 300°F to 800°F
Heat Sink Types: makeup water and process water
Summary: The CXL is specifically designed to recover sensible and valuable latent heat as combustion exhaust is drastically cooled to 170°F - 120°F causing it to condense. Recovered heat is usually transferred to a cold makeup or process water increasing overall system efficiency while reducing fuel demand. All condensation is safely drained from the exchanger and away from the combustion source.

Design
For Increasing Boiler Efficiency up to 90%
Stamped in Accordance with the Latest Edition of the ASME Code and National Board
Internal Expansion Design
Mounting Flanges for Bolting to Mating Flanges/Adapters
12 Gauge Stainless Steel Exterior
Stainless Steel Interior
2” Factory Insulation
Hinged Access Doors
Stainless Steel Bypass
Stainless Steel Header Manifold for High Liquid Flow
Compression Fittings for Ease of Tube Replacement
Condensate Drain Catch Assembly

Application
Combustion Sources: natural gas fired steam boilers, hot water boilers and hot oil heaters
Combustion Capacity: up to 150,000 pph steam output boiler
Entering Gas Temperatures: 300°F to 800°F
Heat Sink Types: boiler feedwater, makeup water, hot water return, hot water storage tank, condensate tank and process water
Summary: The DXL is specifically designed to recover sensible and valuable latent heat as combustion exhaust is drastically cooled to 170°F - 120°F causing it to condense. What makes the DXL unique is that it recovers heat in two stages. The first stage preheats boiler feedwater while the second stage preheats makeup water. The transferred heat increases overall system efficiency and lowers fuel demand.

Design
Stainless or Carbon Steel Exterior
Stamped in Accordance with the Latest Edition of the ASME Code and National Board
Internal Thermal Expansion Design
Cylindrical Heat Transfer Coil Design
Sound Attenuation
Optional 1” to 6” Factory Insulation
Optional Circulating Pump

Application
Combustion Sources: gas engines (reciprocating, turbo charged, naturally aspirated and rotary) and diesel engines
Combustion Capacity: 15 to 150 kw (20 to 200 scfm)
Entering Gas Temperatures: 300°F to 1,300°F
Heat Sink Types: engine jacket water, process water, boiler water and ethylene glycol
Summary: The HRSA waste heat recovery silencers are compact cylindrical exchangers designed for dual or single exhaust small engines. 65 standard models are available to lower exhaust noise and meet specific design-performance criteria. The unique coil type configuration and optional circulating pump allow for a secondary circulating liquid flow system. 1” NPT interconnecting main liquid flow loop piping provides simple and less costly piping modification changes. The heat transfer surface coupled with a water flow diversion from the main flow recovers the desired BTU/hr performance and controlled outlet exhaust temperatures. An optional internal or external stainless steel exhaust bypass allows tempering or full control of the exit temperature.

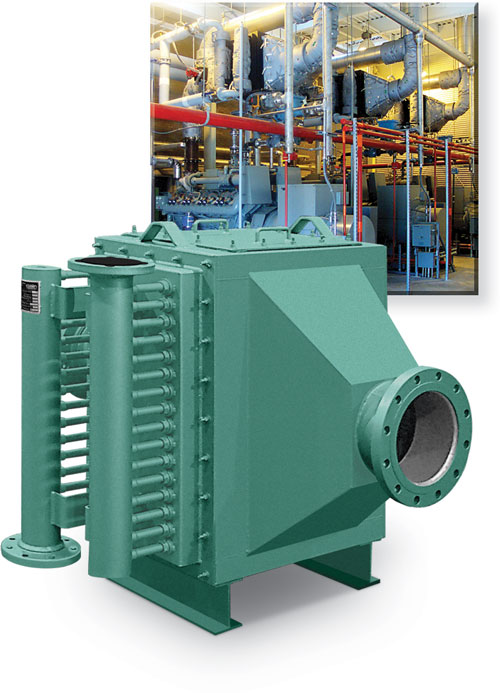
Design
Full Exhaust Gas Bypass Assembly
Stamped in Accordance with the Latest Edition of the ASME Code and National Board
Sound Attenuation
Stainless Steel Interior Lining
Hinged Access Door
Internal Heating Surface Expansion Design
Standard Models Have No Pressure Welds in the Gas Stream
10 Gauge Hard Shell Seal Welded Exterior
Single Row Design for Complete and Full Access
Ease of Tube Replacement Requiring No Overhead Cranes or Special Rigging
Compression Fitted Tube to Header Attachment (optional)
Available Modbus RTU, Modbus TCP or Ethernet/IP Remote Monitoring Controls and PLC

Application
Combustion Sources: gas engines (reciprocating, turbo charged, naturally aspirated and rotary) and diesel engines
Combustion Capacity: 200 kw to 7 MW
Entering Gas Temperatures: 300°F to 1,300°F
Heat Sink Types: engine jacket water, process water, boiler water and ethylene glycol
Summary: The HRS Radial waste heat recovery silencer is a packaged configuration designed to receive total liquid flow. It reduces gas temperatures to desired levels and exhaust noise eliminating the need for a muffler (except in bypass mode). The stainless steel internal gas bypass allows tempering of exit temperatures as required. The radial design allows immediate access to the core for cleaning and routine inspection of a single row core assembly (optional sootblowers are available for dirty combustion conditions).

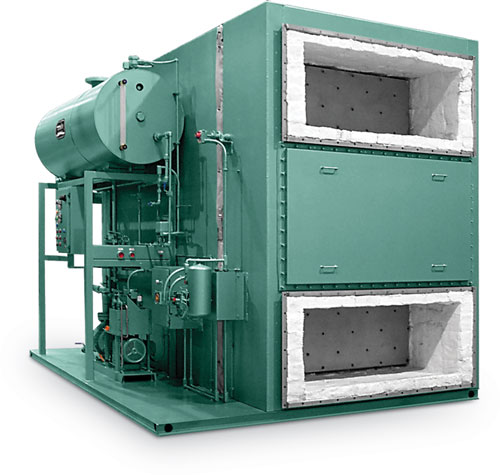
Design
Skid Mounted Packaged Forced Circulation Watertube Design
Size Ranges from 20 to 350 Boiler Horsepower
3 to 400 psig Operating Steam Pressure Range
Produces 99% Dry Steam
5-10 Minute Startup to Full Steam Output
1/3 the Weight and 1/2 the Size of Conventional Waste Heat Boilers
Component Design Requiring No Welding for Ease of Maintenance
Stamped in Accordance with the Latest Edition of the ASME Code and National Board
Explosion Proof Heat Transfer Exchanger
Fully Automatic for Supplemental or Primary Steam Output Source
Full Modulating Internal Exhaust Bypass Designed to Easily Accept Dual Engine Exhausts
Low “Pinch Point” (operating steam temp. to final leaving exhaust temp.) Offering Greater Efficiency
Available Modbus RTU, Modbus TCP or Ethernet/IP Remote Monitoring Controls

Application
Combustion Sources: gas engines (reciprocating, turbo charged, naturally aspirated and rotary), diesel engines, turbines, fuel cells, incinerators, thermal oxidizers, catalytic converters, boilers and hot oil heaters
Combustion Capacity: 600 kw to 7 MW
Entering Gas Temperatures: 500°F to 1,400°F
Heat Sink Types: supplemental steam demand and/or primary steam source for steam heating or process steam
Summary: The ESG1 is an unfired, fully automatic, skid mounted packaged steam generator combining a fin tube heat transfer section, steam flash circulating drum assembly and a full exhaust bypass. Where low or high pressure steam output demand is a necessity, the ESG1 in terms of recovered BTU/hr and its use, is a more valuable alternate selection to liquid or air preheat exchangers. The design allows for important flexibility in heat transfer (explosion proof) output, lightweight design compactness for lower installation costs and will offer the greatest thermal efficiency.

Design
Skid Mounted Packaged Forced Circulation Watertube Design
Size Ranges from 20 to 700 Boiler Horsepower
3 to 400 psig Operating Steam Pressure Range
Produces 99% Dry Steam
5-10 Minute Startup to Full Steam Output
1/3 the Weight and 1/2 the Size of Conventional Waste Heat Boilers
Component Design Requiring No Welding for Ease of Maintenance
Stamped in Accordance with the Latest Edition of the ASME Code and National Board
Explosion Proof Heat Transfer Exchanger
Fully Automatic for Supplemental or Primary Steam Output Source
Full Modulating Internal Exhaust Bypass Designed to Easily Accept Dual Engine Exhausts
Lowest “Pinch Point” (operating steam temp. to final leaving exhaust temp.) Offering Greater Efficiency
Application
Combustion Sources: turbines, fuel cells, incinerators, thermal oxidizers and catalytic converters
Combustion Capacity: 1,000 to 30,000 scfm
Entering Gas Temperatures: 500°F to 1,600°F
Heat Sink Types: supplemental steam demand and/or primary steam source for steam heating or process steam
Summary: The ESG is an unfired, fully automatic, skid mounted packaged steam generator combining a fin tube heat transfer section, steam flash circulating drum assembly and a full exhaust bypass. Where low or high pressure steam output demand is a necessity, the ESG in terms of recovered BTU/hr and its use, is a more valuable alternate selection to liquid or air preheat exchangers. The design allows for important flexibility in heat transfer (explosion proof) output, lightweight design compactness for lower installation costs and will offer the greatest thermal efficiency.

Design
Internal Thermal Expansion Design
Stamped in Accordance with the Latest Edition of the ASME Code and National Board
Hardshell 10 Gauge Structural Exterior
2” Factory Insulation
Compression Fitted Tube to Header Attachment (optional)
Removable Core Assembly
Removable Inspection Door
Header Manifold for High Liquid Flow and Low Static Head
Application
Combustion Sources: incinerators, thermal oxidizers, catalytic converters, boilers and hot oil heaters
Combustion Capacity: 200 to 50,000 scfm
Entering Gas Temperatures: up to 1,450°F
Heat Sink Types: process water, boiler feedwater, ethylene glycol and thermal transfer fluids
Summary: The UTR1 addresses specific square/rectangular stack heat transfer requirements with confined area restrictions. The UTR1 is offered in stainless, carbon or AL-FUSE™ fin tubing with bare tube through 8 fins per inch spacing. The UTR-1 is versatile with over 100 face areas ranging from 8” x 19” to 72” x 131” and unlimited fin tube rows. Fin tube inspection and cleaning can be done by removing tube rows or core assemblies from the shell without disturbing the exhaust gas connections.

Design
Hardshell 7 Gauge Structural Exterior
Stainless Steel Interior
1” to 6” Thickness Factory Insulation
Condensate Drain Catch Assembly
Individual Gas Connection Sizes and Designs
Sound Attenuation
Removable Core Assembly
Header Manifold for High Liquid
Flow and Low Static Head
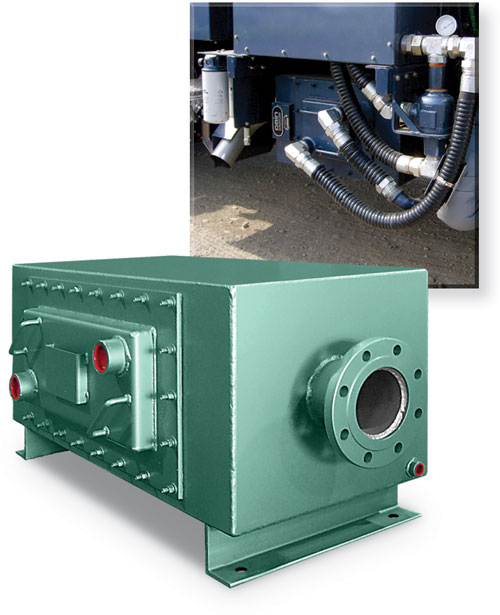
Application
Combustion Sources: Gas engines (reciprocating, turbo charged, naturally aspirated and rotary) and diesel engines
Combustion Capacity: 30 to 300 kw
Entering Gas Temperatures: up to 1,400°F
Heat Sink Types: engine jacket water, process water, boiler water, ethylene glycol and thermal transfer fluids
Summary: The UTR is applied where both rectangular configuration and heat transfer surface vs. performance is critical. The UTR can be located within the engine to meet space limitations. Flexible exhaust gas connection location and size allow the UTR to adapt easily to an OEM packager’s design needs. Fin tube cleaning and inspecting is easy because the core assembly is removed without disturbing the exhaust gas connections. Optional insulation thickness is available.

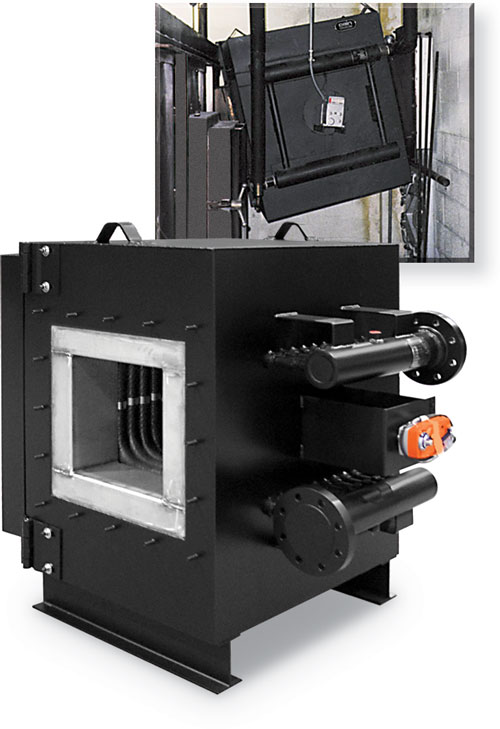
Design
10 Gauge Structural Exterior
Stamped in Accordance with the Latest Edition of the ASME Code and National Board
High Temperature Alloy Interior
4” to 14” Factory Insulation
High Temperature Alloy Internal Bypass
No Pressure Welds in the Gas Stream
Internal Thermal Expansion Design
Mounting Flanges for Welding to Existing Stack or Adapters
Hinged Access Door (optional)
Header Manifold for High Liquid Flow
Compression Fittings for Ease of Tube Replacement
Application
Combustion Sources: incinerators, thermal oxidizers and catalytic converters
Combustion Capacity: all load conditions
Entering Gas Temperatures: 1,250°F to 2,000°F
Heat Sink Types: process water, boiler feedwater, hot water return, potable water and hot oil
Summary: The ITR is specifically designed for high temperature exhausts. All gas side surfaces in contact with the exhaust are stainless and/or high temperature alloy. Combustion sources with round exhausts require optional stack transitions. Special fin spacing specifications are available dependent on fouling conditions. The internal gas bypass tempers water and exiting gas temperatures (bypass up to 60% dependent on the application).
Savings Comparison Analysis
Examples of typical combustion source types and the results with a Cain Industries heat recovery system applied.
| Combustion Source: | Cain Model Installed: | ||
| 350 BHP Steam Boiler | FCR-1L3B16ALS | ||
| Boiler Feedwater Heat Sink | Liquid Flow Rate | 24 gpm | |
| Waste Exhaust Temp. | 475°F | Final Exhaust Temp. | 324°F |
| Liquid Temp. Inlet | 227°F | Liquid Temp. Outlet | 285.6°F |
| BTU/hr Burner Input | 14,646,000 | Pressure Drop, Water | 4.14 psig |
| Fuel Type | Natural Gas | Pressure Drop, Exhaust | 0.36” WC |
| O2 Content | 7.5% | BTU/hr Recovered | 677,000 |
| Excess Air | 50% | BTU/hr Saved | 866,900 |
| Combustion Efficiency | 78.08% | Total Cost | $21,514 |
| Fuel Cost per Therm | $.50 | Payback | 14.9 mo. |
| Annual Operating Hours | 4,000 | Annual ROI | 81% |
| Annual Savings | $17,338 | ||
| Life Expectancy Savings: $346,760 (20 years) | |||
| Combustion Source: | Cain Model Installed: | ||
| 600 BHP Steam Boiler | RTR-148F26.5ALS | ||
| Boiler Feedwater Heat Sink | Liquid Flow Rate | 42 gpm | |
| Waste Exhaust Temp. | 486°F | Final Exhaust Temp. | 329°F |
| Liquid Temp. Inlet | 213°F | Liquid Temp. Outlet | 263.4°F |
| BTU/hr Burner Input | 25,200,000 | Pressure Drop, Water | 0.06 psig |
| Fuel Type | Natural Gas | Pressure Drop, Exhaust | 0.36” WC |
| O2 Content | 4.55% | BTU/hr Recovered | 1,022,000 |
| Excess Air | 25% | BTU/hr Saved | 1,275,900 |
| Combustion Efficiency | 80.12% | Total Cost | $27,905 |
| Fuel Cost per Therm | $.55 | Payback | 7.3 mo. |
| Annual Operating Hours | 6,500 | Annual ROI | 163% |
| Annual Savings | $45,613 | ||
| Life Expectancy Savings: $912,260 (20 years) | |||
| Combustion Source: | Cain Model Installed: | ||
| Caterpillar G3520H Engine | HRSR-448D25.5SSP | ||
| 50/50 Glycol Water Loop Heat Sink | Liquid Flow Rate | 520 gpm | |
| Waste Exhaust Temp. | 730°F | Final Exhaust Temp. | 309°F |
| Liquid Temp. Inlet | 210°F | Liquid Temp. Outlet | 224.4°F |
| SCFM | 6,474 | Pressure Drop, Water | 1 psig |
| Fuel Type | Natural Gas | Pressure Drop, Exhaust | 1.53” WC |
| O2 Content | n/a | BTU/hr Recovered | 3,287,000 |
| Excess Air | n/a | BTU/hr Saved | 4,108,800 |
| Combustion Efficiency | 80% | Total Cost | $151,691 |
| Fuel Cost per Therm | $.65 | Payback | 8.5 mo. |
| Annual Operating Hours | 8,000 | Annual ROI | 141% |
| Annual Savings | $213,656 | ||
| Life Expectancy Savings: $4,273,120 (20 years) | |||
| Combustion Source: | Cain Model Installed: | ||
| Jenbacher J616 Engine | ESG1-824H15.5CSS | ||
| Process Steam Heat Sink | Operating Steam Pressure | 150 psig | |
| Waste Exhaust Temp. | 687°F | Final Exhaust Temp. | 419°F |
| Liquid Temp. Inlet | n/a | Boiler Horsepower | 70 BHP |
| SCFM | 7,236 | Equivalent Evaporation | 2,641 pph |
| Fuel Type | Natural Gas | Pressure Drop, Exhaust | 1.44” WC |
| O2 Content | n/a | BTU/hr Recovered | 2,357,000 |
| Excess Air | n/a | BTU/hr Saved | 2,946,500 |
| Combustion Efficiency | 80% | Total Cost | $179,285 |
| Fuel Cost per Therm | $.65 | Payback | 14 mo. |
| Annual Operating Hours | 8,000 | Annual ROI | 85% |
| Annual Savings | $153,220 | ||
| Life Expectancy Savings: $3,064,400 (20 years) | |||
Savings comparison data is based on a conservative fuel cost per therm and approximate operating hours. Contact Cain Industries for your FREE savings analysis proposal.
EXHAUST
Heat Recovery Markets

Cogeneration (CHP)
Engines, Microturbines, Turbines and Fuel Cells

Boiler Economizer
Steam and Hot Water Boilers

Industrial Exchangers
Fume Incinerators, Thermal Oxidizers, Catalytic Converters, Industrial Ovens, Kilns and Furnaces